Räknas till Sveriges främsta skulptörer. Efter att under ungdomsåren praktiserat som ornamentsnidare, bl.a. vid renoveringen av Uppsala domkyrka, reste Eldh till Paris, där han uppehöll sig flera år och deltog i fri undervisning både i teckning och skulptur under inflytande av Auguste Rodin. Vid återkomsten till Stockholm lät han så småningom Ragnar Östberg åt sig uppföra den kombinerade bostad och ateljé i Bellevueparken, som lämnats orörd efter hans död. Många statyer pryder parker och öppna platser i Stockholm och han är med mindre skulpturer representerad i samlingarna i flera svenska museer. Carl Eldhs ateljémuseum är öppet för allmänheten.
Lilla Anna från 1903 är ett exempel på en sådan statyett. Idén fick Eldh en kväll hos vännen och medaljgravören Svante Nilsson, vars dotter Anna kom in och sa godnatt till gästerna med en hovnigning. Lilla Anna-statyetten blev populär och spreds i stor upplaga.
Utdrag av Asplunds biografi över ” Carl Eldh” tryckt 1943
sid 34 och 81
Författaren Asplund verkar dock ha missat att den ”framtultande” flickan i själva verket gör en ”hovnigning” och detta stämmer ju fint med posen.
Detta fynd gjorde jag i antikaffären Porquet Antiquites ” Antikspargrisen” i den lilla staden La Ville Aux Dames ” damernas stad ” söder om Paris i Frankrike där jag fick den levererad hem med post av ägaren Jeremy, snabbt och lätt för 2375 Skr plus frakt på 350 Skr.
Hur kom jag över den då ?
Jo jag fick syn på den vid en svensk aktion och fattade tycke för den. Efter att jag sett andra auktionsutfall på samma figur bestämde jag mig för att försöka hitta den lite billigare. Jag ville ju inte ge ca 25.000 kr för den som var det högsta som jag hittat.
Jag gjorde helt enkelt en bildsök med Google och fick bland andra upp denna på Etsy ifrån Frankrike. För att vara säker på om den var äkta så sökte jag andra på nätet och denna var märkt ANNA på sockelns framsida , C.J.Eldh på vänster sida och LA 74 baktill.
Det visade sig vara många varianter av märkning. Jag har funnit tre olika märkningar som verkar äkta.En hel del verkar vara omärkta kopior. Okunskapen bland auktionsfirmorna är stor.
Här är de jag fann.
LA följt av en siffra 00-99
Stämpelmärkt t ex 116 / VB /1226 /Goldscheider. ( denna märkning finns på flera statyer och verkar vara äkta liksom LA med ett tvåsiffrigt tal efter) Goldscheider var ett gjuteri i Wien grundat 1885.
Även ”Herman Bergman Fud ” är en äkta stämpel. Det gjuteriet ligger i Stockholm och förekommer i flera av Eldhs verk.
LA 69 hade en från Bukowskis
En som var märkt LA 57 såldes av Auktionshuset Kolonn 2015 för 12.200 exkl avgifter
En var märkt LA 45 och såldes i Tyskland i nov 2019 för 420 Euro
Denna ovan har gjutarstämpeln 110/AL /1226 /Goldscheider Sedan blir man ju fundersam när denna felstavade signatur kommer från samma gjuteri där ett ”j” har insmugit sig innan ”h” på slutet. Stockholms Auktionsverk.
Den har ingen gjuterimärkning och suddiga anletsdrag. 11.000 kr exl avgifter gav någon för den. Det gäller att vara påläst. Bukowskis är ingen garant för äkta vara. Bakre vänstra hörnet är lyft och det pekar på att sockeln är massiv vilket orginalen inte har.
—————-
En till med alldeles för oklart ansikte och en massiv fot
CARL ELDH. Efter. ”Lilla Anna”, skulptur, brons, märkt ”Anna”, saknar tillverkarmärkning. Den gick ändå på 4000 kr inkl avgifter…..Den har massiv sockel som inte finns på orginalet.
Den finns i två olika materialvarianter. Den till vänster i brons och den allra vanligaste till höger i målat bly.
Båda är för det mesta med träsockel och båda är vanligen stämplade endast ”ceb” på baksidan. Den i brons kan även vara stämplad ” Ystad Brons” men det är ovanligt. Anledningen till att den göts i bly var att den skulle väga mer och kännas tung av kvalite´. Det förekommer såvitt jag har sett aldrig att man gör en korrekt beskrivning av blyvarianten utan den saluförs alltid felaktigt såsom av ” patinerad brons”
Oscar Arvid Antonsson vilken föddes 31 januari 1898 i Lund och dog 23 februari 1960 var en svensk konsthistoriker, museiman och konstnär.
Oscar Antonsson studerade i Lund där han snart blev känd och uppskattad i studentkretsar genom sina teckningar i olika studentpublikationer. 1923 blev Antonsson fil. lic. varefter hans konstnärliga produktion tog vid på allvar. Hans mångsidiga artistiska anlag utvecklades därefter genom studieresor till Italien, Frankrike, Holland, Spanien, Tyskland, Belgien, Danmark, USA och Grekland. I synnerhet vistelsen i Medelhavsområdet inspirerade honom till en rad teckningar med klassiska motiv och stildrag. Han ägnade sig även åt annan konstnärlig verksamhet och utbildade sig till skulptör, huvudsakligen i Italien, och utförde flera arbeten i brons och marmor. Han var även verksam som litograf och etsare samt silhuettklippare.
1925 genomförde Antonsson en uppmärksammad utställning i Lund, där han utom teckningar och skulpturer även visade grafik och silhuetter. Några år senare utökades repertoaren med en utställning av tenn- och mässingspjäser. Antonsson formgav föremål i brons och tenn, först för Ystads Metallindustri och därefter för AB Athena i Ystad som hade grundats 1936 med Antonsson som delägare.
1930 tillträdde Antonsson en tjänst som amanuens vid Nationalmuseum i Stockholm. 1937 disputerade han för doktorsgraden i Uppsala på avhandlingen ”The Praxiteles marble group in Olympia”. Efter detta utnämndes han 1944 till 2:e intendent och 1946 till intendent vid Nationalmuseum i Stockholm.
Antonssons spännande kombination av teori och praktik kommenteras enligt följande i ”Svenskt Konstnärslexikon”, Allhems förlag, 1952: ”I sin mångsidiga konstnärliga produktion visar A. prov på sin stora förtrogenhet med konsthistorien och i synnerhet med 1400- och 1500-talens mästare. Utan att tala om medveten efterhärmning kan man konstatera drag av Dürer och Holbein i hans teckningar och grafiska arbeten. Med denna stilhistoriska virtuositet förenar han en rutinerad säkerhet i teckningen, vilket konstområde han än rör sig på. Ofta präglas hans teckningar och skulpturer av en bred, humoristiskt folklig stil”.
Bland Antonssons skulpturala verk märks ”Bäckahästen” i Ystad, en bronsskulptur, som ingår i en fontängrupp (1928), ”Morgon” i Karlskoga (1940), en monumentalrelief i granit och en i Sandviken rest över tre meter hög staty, ”Staffan”, med drag av den unge Nathan Söderblom.
Antonsson, som är representerad i Nationalmuseum och Malmö museum, har haft separatutställningar i Malmö och Stockholm 1928 samt ställt ut i Florens 1927 och Rom 1928.
Till allt detta kommer även att Antonsson var en av Sveriges främsta Sergel-kännare och utgav 1942 ”Sergels ungdom och Romtid”.
År 2024 kommer marknaden för tunga lastbilar att återhämta sig måttligt, och det har nästan blivit en branschkonsensus att tunga lastbilar med naturgas kommer att leda uppgången. Som ledare på denna marknad har FAW gjort stadiga framsteg i befrielsen. I januari i år sålde man 2 380 tunga lastbilar med naturgas, en ökning med 99 % jämfört med föregående år, och dess marknadsandel nådde 37,36 %, på första plats i industrin.
När man ser tillbaka på 2023, påverkad av faktorer som förbättringen av utbuds- och efterfrågemönstret, inflödet av inkrementell lågkostnadsnaturgas och korrigeringen av internationella gaspriser, kommer tunga lastbilar med naturgas att bli mer ekonomiska än tunga lastbilar med diesel. FAW Jiefang litar på sina uppenbara fördelar inom teknik och produktkvalitet och fortsätter att förbättra marknadslayouten för tunga lastbilar med naturgas och är engagerad i att möta olika användarbehov med högkvalitativa produkter. Den ackumulerade terminalförsäljningen under året nådde 50 900 enheter, vilket motsvarar 33,5 % av marknaden för medeltunga och tunga lastbilar för naturgas, och dess tillväxttakt rankades först i branschen.
Jiefang J7, känd som ”taket” för avancerade tunga lastbilar, har blivit ett landmärke för Kinas tunga lastbilar att bli världsklass med tillämpning av flera intelligenta teknologier sedan dess födelse. Jiefang J7 600-hästkrafts LNG-traktorn som introducerades för dig idag fortsätter inte bara den extraordinära kvaliteten hos J7, utan har också enastående bränslebesparande prestanda, i enlighet med den nationella gröna och miljöskyddstrenden; samtidigt är den jämförbar med Europeiska tunga lastbilars förträfflighet och uppfyller lastbilsägarnas behov av komfort och bekvämlighet; Dessutom, med den centrala fördelen att leda hela livscykelkostnaden, ger det användarna stora ekonomiska fördelar.
För frakt är aktualitet en högsta prioritet. Jiefang J7 600-hästkrafters LNG-traktor är utrustad med en CA6SX1 16L-motor, med en maximal effekt på 600 hästkrafter och ett maximalt utgående vridmoment på 2800N·m, vilket når den inhemska maximala effekten för en motor på samma nivå. Den har en större slagvolym än konkurrerande produkter; på en teknisk nivå, denna modell. Motorn använder högeffektiv Miller-cykelförbränningsteknik, intelligent högprecisionsteknik för upphetsning av pumpförlust och drivlina DownSpeed-teknik för att uppnå ett språng i prestanda med tekniska medel; bromsningen effekt har nått 460 hästkrafter, och blivit en representant för den högsta nivån i branschen. I dagens era av inhemsk strävan efter uppdelade arbetsförhållanden och uppdelade scener, kan Jiefang Dynamics CA6SX1 uppnå målet att inte dämpa kraften, särskilt i 3 000 meter långa bergsområden och 5 000 meter höga platåer; i slättområden som kustområden som t.ex. Weihai och Guangzhous dedikerade linjetransporter kan också uppnå hastighetsacceleration, omkörningar, klättring och kraftrespons ett steg snabbare än andra.
Med höga hästkrafter måste lastbilsfans naturligtvis bry sig om huruvida produkten kan stödja målet om energibesparing och hög effektivitet. FAW Jiefang har föreslagit utvecklingskonceptet ”intelligent domän för att styra framtiden”. Den nya CA6SX1-motorns omfattande transmissionseffektivitet leder industrin, och chassibryggan kombineras med kinesiska lastbilsfläktar Kalibrerad enligt faktiska transportförhållanden är den gasbesparande prestandan ledande i branschen. Den omfattande transmissionseffektiviteten för de tre huvuddelarna av fordonet är 3 % före branschen. Den gemensamma kalibreringen av chassi och brygga och unik teknik säkerställer att fordonet bibehåller en stabil bränsleekonomi under körning. Verifierad av faktiska driftsdata, den omfattande gasförbrukningen per 100 kilometer är lägre än för liknande produkter, vilket avsevärt minskar kostnaderna. .
För långväga lastbilsanvändare är transportcykeln för varje resa i princip cirka 5-7 dagar.Den dagliga transporttiden och intensiteten kan föreställas, så bekvämligheten för lastbilen är mycket viktig. Jiefang J7 600-hästkrafts LNG-traktorn har en hytt med platt golv och en höjd av 2,15 m. Den 1100 mm ultra breda platta utdragbara slipern gör att lastbilsägare snabbt kan lindra trötthet när de vilar. Dessutom är Jiefang J7 600-hästars LNG-traktor också utrustad med en 5A-klass sittbrunn och Grammer-säten, vilket säkerställer lastbilsägarnas hälsa och gör körningen mindre tröttsam. Integrerade kylskåp ombord, luftkonditionering med lågt vindmotstånd, etc. är alla tillgängliga för att anpassas till en mängd olika klimat. Du kan värma eller kyla efter behag, vilket gör att du känner dig lika bekväm och bekväm som hemma, vilket gör ditt körliv mer bekväm.
Oavsett om det är en lastbilsägare i detaljhandeln eller en stor och medelstor logistikflotta, handlar transport om hållbarhet och aktualitet. Det är oundvikligt att utföra underhåll och justeringar under den senare perioden. Frekvent underhåll på plats kommer att kräva mycket transporter För företag och privatpersoner kan tid, arbetskraft och monetära kostnader till och med leda till förluster för alla tre parter. Jiefang J7 600-hästkrafts LNG-traktorn är byggd på en exklusiv avancerad plattform för den inhemska lastbilsindustrin, som integrerar tolv stora egenutvecklade teknologier, med totalt mer än 15 000 timmars testning av bänktillförlitlighet och all-terräng och all-klimat vägverifiering för att säkerställa en livslängd på mer än 2 miljoner kilometer, vilket gör att kortinnehavare enkelt kan starta sin resa utan några bekymmer. Samtidigt har Jiefang Truck också förberett flera stöd för användare av naturgasprodukter, såsom suspensionskompensation, bevarande av högt restvärde och effektiv drift för att skydda rättigheter och intressen, så att lastbilsägare kan vara trygga i framtiden och leva upp till namnet på en maskin för att tjäna pengar.
Varje steg framåt är graverat med ära och drömmar; varje nytt genombrott är fyllt av den ultimata strävan efter excellens. Jag tror att med välsignelsen av ett djupt arv och banbrytande teknologi, och ”eskorten” av det heliga fordonet Jiefang J7, kommer Jiefang J7 600-hästkrafts LNG-traktorn säkert att gå framåt med stort rykte och skapa större värde för majoriteten av användarna!
Den 15 november 2023 startade den 22:a China International Internal Combustion Engine and Parts Exhibition (ENGINE CHINA 2023) på Nanjing International Expo Center. Med temat ”Innovation Driven, Energy Saving and Emission Reduction, Green Development”, visar denna utställning omfattande huvudmotorer och komponenter för förbränningsmotorer, drivlinor, förbränningsmotorer med vätgas, förbränningsmotorer för ammoniakbränsle och förbränningsmotorer för alternativa bränslen, återtillverkning teknologier och produkter. FAW Jiefang Powertrain Division presenterade totalt 12 huvudutställningar inom domänen smart power, diesel, naturgas och ny energi, vilket helt visar sin beslutsamhet att svara på marknadsförändringar med en diversifierad kraftlayout.
Med sikte på den inkrementella marknaden, detonerade Aoweis 16-liters naturgasmotor publiken
Sedan början av detta år har tunga lastbilar med naturgas blivit en ny inkrementell marknad inom kommersiella fordon, och produktförsäljningen har ”växt snabbt” och visar en omfattande explosiv trend. Under marknadsförändringarna har Liberation Power förändrats som svar på behoven.Med sin starka oberoende forsknings- och utvecklingskapacitet har man lanserat Aowei 16-liters naturgasmotor CA6SX, vilket satte igång en våg av entusiasm vid denna utställning. Den 26 augusti i år släppte Jiefang Dynamics framgångsrikt världens första befriande smarta kraftdomänprodukt – GD300-3.0 och utvärderingsstandarden som leder utvecklingen av drivlinaindustrin – standarden 826. CA6SX är den senaste kraftprodukten för att frigöra den smarta kraftdomänen En viktig del av produktserialisering och marknadsföring.
På lanseringens första dag hölls lanseringskonferensen för Aowei 16-liters naturgasmotor CA6SX med temat ”Majestic and Peak” storslaget. Qian Hengrong, Assistant General Manager för FAW Jiefang och partisekreterare för Powertrain Division, Xing Min, Executive Vice President och Generalsekreterare för China Internal Combustion Engine Industry Association, Ji Shengshi, General Manager för FAW Jiefang Marketing Headquarters och partisekreterare för FAW Jiefang Powertrain Business Ni Mouchun, generaldirektör för avdelningen och biträdande sekreterare i partikommittén, Huang Chenghai och Huang Nanxiang, biträdande chefer för FAW Jiefang Powertrain Division, Li Shucheng, biträdande generaldirektör för FAW Jiefang Qingdao produktlinje för medium och tunga fordon , Traction PDT Manager för FAW Jiefang Headquarters produktlinje för medium och tunga fordon Zhao Anqing och andra ledare var inbjudna att delta i mötet och bevittnade världspremiären av Aoweis nya naturgasprodukter tillsammans med mediakändisar och publik på plats.
Som en helt ny produkt född under vågen av grön energi, lockade Aowei CA6SX många besökares uppmärksamhet på denna utställning, och scenen var extremt populär. Det rapporteras att denna modell är den gasdrivna modellen med det största slagvolymen, kraften och vridmomentet för närvarande på marknaden. Genom tillämpningen av kärnteknologier som snabb likvärdig förbränningsteknik, Miller-cykelteknik och elektroniskt styrd överladdningsteknik uppnår den gasförbrukning, kraft och förbättringen av tillförlitligheten har lagt en solid grund för Jiefang Power att etablera sin ledande fördel på gasmotormarknaden. På presskonferensen intog Qian Hengrong och Ji Shengshi scenen för att avslöja Aowei 16-liters naturgasmotor CA6SX.
(Qian Hengrong och Ji Shengshi avslöjade)
Qian Hengrong sa i sitt tal att CA6SX är en annan ledande produkt utvecklad av FAW Jiefang Power Division efter år av ackumulering. Denna gasmotor, med branschens största slagvolym, internationellt ledande TCO-nivå, branschledande prestanda och kvalitet, tillsammans med utmärkt intelligent teknik och servicegaranti, kommer definitivt att skapa större värde och ge användarna en mer ultimat upplevelse. CA6SX kommer att skapa ytterligare en ”första” i Jiefang Powers utvecklingshistoria. Som en mästarprodukt inom området för gasmotorer kommer den att fortsätta att leda Jiefang och bidra mer till utvecklingen av mitt lands oberoende förbränningsmotorindustri.
(Qian Hengrongs tal)
Xing Min tror att CA6SX förkroppsligar Jiefang Dynamics mångåriga tekniska ackumulering och djupa arv. Som branschens första gasmotorprodukt med det största slagvolymen har den framgångsrikt skapat mitt lands tunga modell med den starkaste kraftprestanda, ultralågt bränsle förbrukning och extremt långa underhållsintervall Gasmotortak. Med sin unika omfattande konkurrenskraft kommer denna produkt säkerligen att bli ledaren för mitt lands oberoende tunga gasmotorer, skapa ett nytt riktmärke för gasmotorer med höga hästkrafter och ge stor impuls till de diversifierade, koldioxidsnåla och koldioxidfria. utveckling av mitt lands förbränningsmotorindustri.
(Xing Min talar)
Ji Shengshi introducerade att när användarnas krav på höga hästkrafter blir starkare och starkare, tog Jiefang ledningen i lanseringen av den gasdrivna CA6SX-produkten med det största slagvolymen, kraften och vridmomentet på marknaden. Denna produkt har ”stark effekt, låg gasförbrukning , och hög tillförlitlighet.” ”Kärnvärdet klarar lätt av en mängd olika komplexa arbetsförhållanden som hög kyla, hög värme, hög luftfuktighet, platåer och bergsområden. Det kan sägas vara en bra hjälpreda för användare på deras vägen till rikedom.
(Mästare Ji Shengs tal)
Ni Mouchun introducerade att CA6SX är ett koncentrerat uttryck för Jiefang Dynamics ”användarcentrerade” produktinnovationskoncept, som fullt ut kan möta transportbehoven inom olika industrier och syftar till att ge bättre produktval och en mer ultimat användarupplevelse till de flesta tunga lastbilsanvändare och mer genomtänkt servicegaranti. Den helt nya CA6SX1-produkten kommer definitivt att bli en ”pengarmaskin” för majoriteten av användarna och lämna ett spår på den gröna och koldioxidsnåla utvecklingen av mitt lands förbränningsmotorindustri.
(Ni Mouchun talar)
Långt före! Aowei CA6SX omdefinierar ”höga hästkrafter”
För närvarande upplever den inhemska marknaden för kommersiella fordon en rad förändringar som skyhöga oljepriser, tröga fraktrater och kaotiska marknadsförhållanden. För lastbilsägare är det mest effektiva sättet att säkerställa lönsamhet att minska kostnaderna och öka effektiviteten: Välj först. fordonsmodeller med höga hästkrafter, förbättra transportens aktualitet och för det andra minska bränslekostnaderna. Den ”snabba uppgången” av gasmotorer med höga hästkrafter bekräftar också denna punkt. På denna utställning är CA6SX1 som lanserats av Jiefang Dynamics en 16L naturgasmotor med ultrastor slagvolym. Den har sex enastående produktstyrkor: ”effektivare, starkare, mer pålitlig, säkrare och bekvämare, lägre TCO och smartare”, som etablerar en ledande position i branschen, ett nytt riktmärke.
Benchmark ett är mer effektivt, med massproduktionens termiska effektivitet rankad först i branschen och bättre än branschens 14,5L-motor. Den använder snabbförbränningsteknik med högt kompressionsförhållande och Miller-cykel, intelligent styrventilationsteknik, lågfriktions- och intelligent termisk hanteringsteknik, kombinerat med fordonets låga hastigheter med högt vridmoment och transient effektförbättringskontrollteknik, för att uppnå effektiva logistikscenarier med ett gasförbrukningsförhållande på 100 kilometer Konkurrerande produkter är mer än 1 kg billigare och kan spara mer än 2 000 kg gas varje år för användarna.
Benchmark 2 är kraftfullare, med en maximal effekt på 660Ps och ett maximalt vridmoment på 3000N.m, den starkaste i branschen. Den maximala effekten leder branschen med 25 %, det maximala vridmomentet leder branschen med 20 %, och motorns transientrespons leder branschen med 15 %. Det säkerställer ingen effektförlust på en höjd av 3 000 meter, och kan lätt klara av komplexa arbetsförhållanden som platåer och bergsområden, vilket gör att användarna kan njuta av att köra som de vill. Avsevärt förbättra drifteffektiviteten.
Benchmark tre är mer tillförlitligt, med en lång livslängd som överstiger ”2 miljoner kilometer”, och tillförlitligheten ligger långt före. Alla kärnkomponenter är speciellt konstruerade för gasmotorer, inklusive det första 5-sektions korrugerade högtemperaturbeständiga avgasröret, precisionsavbrytande vevstake, lasersvetsad stålkolv, TOP-DOWN flöde dubbelskikts cylinderhuvud med vattenmantel och andra teknologier. B10 har en ultralång livslängd, den har en lång livslängd på 2 miljoner kilometer, leder branschen med mer än 30 % och har ingen försämring av prestanda under hela livscykeln. Denna modell har klarat mer än 60 bänktester, överbelastningsintensiv verifiering och totalt mer än 15 000 timmars bänkverifiering, vilket säkerställer dess anpassningsförmåga till höghöjdsmiljöer som platåer, hög värme, hög luftfuktighet, hög kyla och bergiga områden.
Benchmark 4 är säkrare och bekvämare, med intelligent bromsledskontroll och säker nedstigning i 70 km/h, vilket leder branschen. Genom att använda högsäkerhetsteknologi för intelligent säkerhet och intelligent bromsledskontroll når bromsprestandan 460Ps, vilket är 20% högre än industrinivån. Samtidigt arbetar färdbromsen, motorbromsen och AMT intelligent tillsammans för att öka fordonets säker nedförshastighet till 70 km/h, den genomsnittliga driftseffektiviteten för fordonet i bergsområden ökas med 30 %, och det sparar användarna mer än 10 000 yuan i bromsbackskostnad per år. Innovativ användning av integrerad kraftdomänkalibreringsteknik leder branschen när det gäller startjämnhet, växlingskomfort och effektkänslighet.
Benchmark 5 är lägre TCO, ultralång underhållscykel, världsledande. Genom att övervinna många kärnteknologier som ånguppvärmning mot kondens och låg oljeförbrukning, har industrin uppnått en 100 000 kilometer lång oljebytescykel för naturgasmotorer för första gången och nått den internationellt ledande nivån. Utvecklade patenterad kylvätsketeknik och uppnådde den 500 000 kilometer långa kylvätskebytescykelindikatorn för första gången i Kina, nådde den branschledande nivån och sparade användarna 5 000 yuan i underhållskostnader varje år.
Benchmark 6 är mer intelligent, med dedikerad intelligent kontroll för oplanerade stopp och uppmärksamma tjänster, vilket gör hela processen bekymmersfri. Integrering av ett antal naturgasmotorspecifika intelligenta styrsystem, intelligent temperamentsjälvanpassning och intelligent transient förkontroll för att uppnå optimal prestanda och utsläpp. I kombination med scenariot och användarnas körvanor genereras och drivs personliga datapaket för att fatta beslut om datauppgradering, vilket gör att användarna kan uppleva glädjen av att spara bensin och tjäna pengar i realtid. Intelligenta AI-algoritmer används för att utföra beräkningar, diagnoser och prediktivt underhåll baserat på fordonsstatus i realtid, vilket ger noll oplanerade avstängningar. Genom mer än 100 intelligenta algoritmer ger den användare vetenskaplig vägledning, vilket gör att nybörjare snabbt kan bli veteraner.
Ledande produkter är koncentrerade till debuten, och multi-power kartan fortsätter att förbättras.
På denna utställning, förutom lanseringen av Aowei 16-liters naturgasmotor av Jiefang Powertrain Division, finns också G Power Domain GD300-3.0, CA6SM4, CA6SM6, CA6DM3-VNT, medelstor elektrisk drivaxel och andra ledande produkter utställd i montern. Dök upp och häpnade publiken.
GD300-3.0 smart power-domän består av en 14L-klass CA6DV1-dieselmotor, CA12TA300A integrerad AMT och lätt 440-brygga. Den effektiva integrationen av de tre kärnenheterna i chassibryggan ger användarna en kraftdomänprodukt med en omfattande effektivitet som är större än 49 % för första gången De sex dimensionerna intelligent effektivitet, intelligent styrning, intelligent kraft, intelligent anpassning, intelligent övervakning och intelligent service skapar värdetillväxtpunkter.
Jiefang medelstor elektrisk drivaxel är lämplig för olika applikationsscenarier såsom medelstor sanitet, logistik, kraftig 6*4 dragkraft, 10,5-meters bussar, fjädringskonstruktioner etc. Den har en nominell axellast på 13 000 kg, ett maximalt utgående vridmoment på 31 000 N·m och en motoreffekttäthet på 4kw/kg. Genom att anta en centralt integrerad parallell konfiguration med dubbla motorer, flerstegsreduktion, platttrådsmotor med hög effekttäthet och andra teknologier, uppnår den optimal övergripande prestanda och är en idealisk matchning för hela fordonet.
För att möta användarnas olika behov har Jiefang Dynamics gjort frekventa rörelser i produktlayouten. Från traditionella energikällor till nya energikällor, varje modell som visas på denna förbränningsmotormässa är en populär modell som Jiefang Power fokuserar på användarnas smärtpunkter och behov och går djupt in i användarnas typiska bilanvändningsscenarier. I år har lanseringen av ett antal nya produkter berikat produktsortimentet avsevärt.
Oavsett om det är den exakta utformningen av flera drivlinor eller den kontinuerliga fördjupningen av marknadssegment, visar det på Jiefang Dynamics banbrytande innovation inför nya marknader, nya förändringar och nya behov. I framtiden kommer Liberation Power att fortsätta att baseras på teknisk innovation och fokusera på nyckelteknologier för att hjälpa mitt lands förbränningsmotorfält att förvandlas från ett tillverkningsland till en tillverkningskraft.
——————————————
Fina och mkt omfattande garantier bäddar för ett fint genomslag
http://www.cvpower.cn/cms/qiyedongtai/76826.html
”Bekymmersfritt bilunderhållspaket”
1. Extra lång garantipolicy: Jiefang lovar att implementera en 5-års garanti för fordon utrustade med 6SX1-motorer som säljs från januari till juni 2024: cylinderblock, cylinderhuvuden, vevaxlar, vevstakar och kamaxlar; cylinderblock, cylinderhuvuden, Det fanns kvalitetsproblem med vevstaken och vevaxeln, och motorn byttes bara ut vartannat år utan reparation.
————-NYTT ——————-NYTT-26 mars 2024
Explosiv försäljning av den nya gasmotorn CA6SX1 , vår motor i CGI
Under de första två månaderna i år installerades 1 311 enheter av denna modell, och i mars förväntas den överstiga 1 000 enheter under en enda månad.
Alltså en ca 40-50 % ökning varje månad iår. Jag uppskattar —jan beräknat 600 st, febr 711 st och mars 1100. Det blir ytterst intressant att följa försäljningssifforna framöver.
För närvarande kör Jiefang J7 utrustad med CA6SX1 på trunklogistiklinjer som Guangzhou-Zhengzhou och Guangzhou-Xinjiang Port, och tas emot väl av förare. I framtiden kommer även Jiefang J6V och JH6 utrustade med denna modell att släppas ut på marknaden.
The opportunity for the FAW 16L engine is for the cylinder block. Each cylinder block will provide approximately seven Engine Equivalents, making the FAW 16L a high volume opportunity.
————————————————-
Kinamarknaden för LNG-gasdrivna lastbilar beräknas bli ca 250.000 under detta året. Jämför man detta med HELA tunga lastbilsmarknaden i EU så är den runt 300.000 fordon
’ And as more gas filling stations are built nationwide and as the technology becomes more mature, it will boost the LNG truck market. Sales may surpass 250,000 units next year (2024) he added.
Nyligen lanserade FAW Jiefang den ”Double 16” gyllene kraftkedjan!
Kombinationen av 16L gasmotorn med hög hästkraft och den 16-växlade växellådan, det starkaste sortimentet, gör att Jiefang J6V-seriens gastraktorer sticker ut bland de andra på marknaden.
För att möta efterfrågan från lastbilsälskare på ”höga hästkrafter” gasfordon, lanserade FAW Jiefang nyligen den oöverträffade ”Double 16” gyllene kombination, som chockade branschen! Vad är ”Double 16”? ”Double 16” representerar ”16L motor med stort slagvolym” och ”16-växlad växellåda”. Användare kan inte bara spara kostnader under transporten, utan också njuta av stigande kraft, vilket tillfredsställer alla lastbilsälskares fantasi att ”vinna” transport. Utrustad med denna gyllene kraftkedja finns det många medel-till-high-end produkter som Jiefang J6V Pilot Edition, J6V Elite Edition, JH6, etc. Nedan kommer vi att ta Jiefang J6V Pilot Edition 600-hästars gastraktor som en exempel för att smaka på ”Double 16” gaslastbilen och ta en smygtitt!
Superkraft att göra vad du vill
Gasfordonet ”Double 16” har en ”stark kärna” och kan enkelt köras med hög effektivitet och tjäna pengar utan ansträngning. Jiefang J6V LNG-traktor är utrustad med CA6SX1-motor, uppnår de ”fem stora trenderna” i branschen och skapar superkraft för tunga gaslastbilar: 16L cylindervolymmotor, maximalt vridmoment på 2800N·m, maximal effekt på 600Ps, bromskraft på upp till 460Ps, låghastighetsvridmoment på 800 rpm och 2600N·m, produkten har stark anpassningsförmåga, täcker alla områden och är inte rädd för extrema arbetsförhållanden.
Jämfört med branschens 15L gasmotor har ”Double 16”-modellen snabbare starthastighet (19 % bättre accelerationsförmåga), snabbare omkörningar/klättring (17 % bättre accelerationsförmåga) och snabbare effektrespons (55 % bättre responshastighet) i vanliga användningsscenarier. %); även i ett 3 000 meter bergigt område minskar inte kraften, och den kan lätt åka på en 5 000 meter lång platå. Det är en utmärkt modell som har kalibrerats professionellt i Kina och är lämplig för bergs- och platåscener. Användare kan också välja 1350L, 1500L, 2×1350, 2×1500L, 600+600L (sidomonterad), fyrcylindrig och andra lösningar. Den maximala cylinderkonfigurationen är 4200L, vilket helt uppfyller användarnas olika användningsscenarier.
Den ultimata energibesparande brinnande motorn
En annan viktig egenskap hos ”Double 16”-modellen är ”extrem energibesparing”.Den starka gasbesparingsförmågan gör det lättare att spara pengar. Den gyllene kraftkedjan som består av CA6SX1-motor, 16-växlad växellåda och ersättning 440 har en omfattande transmissionseffektivitet som leder branschen med 3 %.
CA6SX1 är den första masstillverkade gasmotorn i Kina med en omfattande termisk verkningsgrad som överstiger 40 %, och dess gasbesparande prestanda är vida överlägsen 15L-gasmotorn i branschen. Den 16-växlade flerväxlade växellådan har en liten skillnad i hastighetsförhållande, fordonets bränslebesparande prestanda förbättras med 3% och gasförbrukningen per 100 kilometer är 1 kg lägre än andra märken. Om det uppskattas baserat på en årlig drift på 200 000 kilometer kan det öka användarnas inkomster med cirka 11 000 yuan per år, så att användarna inte längre behöver oroa sig för hög gasförbrukning.
FAW Jiefang får en bra start under den första kvarten! 2024-04-04 10:05:52
Under det första kvartalet 2024 befriade FAW den inhemska marknaden för medelstora och tunga lastbilar , med en terminalandel på 26,7 %, och rankades först i branschen. Bland dem var traktormarknadsandelen 29,2 %, lastbilsmarknadsandelen var 32,8 % och NG-fordonens marknadsandel var 33,7 %, alla på första plats i branschen.
Scanias andrafasprojekt i Rugao Jiangsu har brutit mark, vilket adderar drivlinaproduktion förutom hela fordonsprojektet. 2023 klättrade Scanias motorförsäljning i Kina till topp tre på sin globala marknad.
The new factory, which is based on Scania’s unique modular production system, will produce vehicles for both the Chinese and Asian export markets when it opens for business in late 2024/early 2025, significantly shortening delivery times to Asian customers. It will be Scania’s fourth global production base, after Södertälje in Sweden, Zwolle in the Netherlands and São Bernardo do Campo in Brazil.
Then SCANIA will have a complete production chain in Rugao with an annual capacity of 50,000 units.
Detta är goda nyheter för oss. Snart är det väl dags för en installation i Rugao
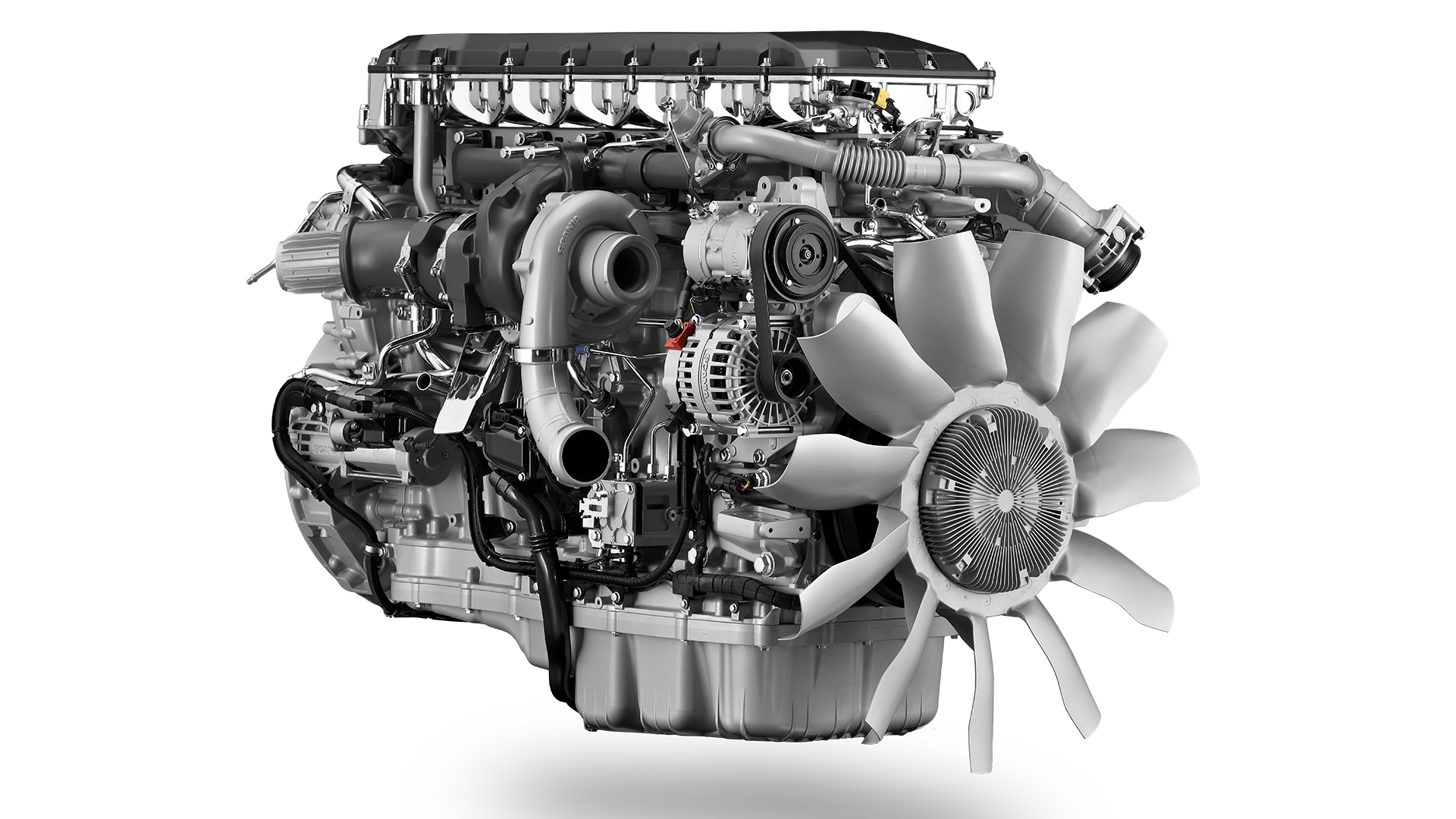
För att alla tvivel skall vara undanröjda så är det med den nya Supermotorn man skall börja i Kina. Med CGI i både block och topp
Christian Levin, president and CEO of Scania
”To achieve this goal, the company is bringing in its Super driveline, the most fuel-efficient in the world of heavy commercial vehicles which boasts a completely new engine, gearbox, rear axle, aftertreatment and software platform, he said.”
Larsson, Gustav Harald Inge så hette han. Född 1/6 1932 i Tosterup (Kristianstads län, Skåne).
Han blev polis och gifte sig den 28/5 1955 med en tös som ibland passade mig i vårt hem i Svenstorp
Hon hette Hanna Louise Ingegärd och var född 29/3 1935 i Ystad (Malmöhus län, Skåne) och bodde som sagt i början på 1950-talet i Svenstorp.
Inge och Louise fick två döttrar Lise-Lotte f 1955 och Eva Marie f 1959
——————-
När far och mor hade behov av barnpassning så ställde Louise gärna upp eftersom då kunde hon samtidigt passa på att träffa sin fästman Inge. Jag var rätt så busig och det var inte lätt att få mig att vara stilla och lydig.
Jag hade en stor skräck för SOPEMANNEN och detta utnyttjade Louise och sade åt mig att Inge var den som jag sett som sopemannen. Sopemannen var inte en sophämtare, för någon kommunal sophämtning fanns inte på den tiden, utan sopemannnen var en gubbe som kom en gång under våren och sopade asfalten ren från den grus som man halkbekämpat med under vintern.
Föreställ er… En traktor utan hytt, framtill är en stor roterande sopborste monterad och det ryker enormt när han sopar. Arbetskyddet på den tiden var rätt så bristfälligt så han hade bara dragit en jutesäck med ett titthål över huvudet och ovankroppen för att slippa det värsta dammet. Bullret var högt och han kom bara en gång på varje sida av vägen. Det var alltså svårt att få kläm på vad det egentligen var som kom så dramatiskt rykande. Jag blev rädd och detta med sopemannen användes vid behov till nästa vår när det åter var dags att få en förnyad skräckupplevelse. Denna man kom alltså till min banpasseraska Louise och jag satt snäll som ett ljus……..
Min mor använde aldrig nagellack men det gjorde Louise när hon skulle göra sig fin inför träffarna med Inge.
En dag utryckte jag medkänsla med Louise genom att påstå för mor att ” Den där sopemannen är inte snäll till Louise för han verkar att bita henne i fingrarna så naglarna bloar. ” ( blöder)
De gifte sig trots detta på våren 1955 och sedan såg jag inte till Inge som flyttade runt till olika jobb som fjärdingsman.
Jag återsåg honom först i mitten av 1970-talet när jag var på en tremånaders sommarkommendering i Simrishamns Polisdistrikt. Inge jobbade då sedan länge i Simrishamn. Vi hamnade i samma radiobil
Vå uppgift var att utgöra förtrupp till den stora Kiviksmarknads kommenderingen som skulle gå av stapeln dagen därpå.
Under hela kvällen och natten så tog vi emot olika raggargäng som kom från när och fjärran för att campa på den provisoriska campingplatsen mellan marknadsplasten och vägen som går in till Kivik nedanför backen.
Det var viktigt att de olika grupperingarna inte fick anvisade campingplatsen helt nära varandra så vi hade fullt sjå med diplomati och förhandlingar hela natten så de olika gängen blev åtskilda. När vi pustade ut på morgonen åkte vi in till Kivik och handlade frallor och sedan ut till den lilla hamnen i Karakås där vi upplevde soluppgången över havet i öster. Sedan vi fikat åkte vi tillbaka till marknadsplatsen och till den upprättade polisstationen och lämnade av till en kommendering på ca 120 poliser.
Sedan var det dags att åka hem och sova. Sopemannen och jag , var för sig.
Det var en sensommardag i slutet av 1980-talet. Det var min födelsedag den dagen. Varmt och soligt. Jag körde patrullbil med en kollega i Ystad och vi hade just lastat en polsk målsägare i 25-årsåldern vid Färjeterminalen och var på väg in med honom till Polishuset för att ta upp anmälan och hålla förhör angående det personrån har utsatts för.
Då anropade basen och sade att en stor trafikolycka skett på E65 vid Rynge och de ville ha dit oss omedelbart.
Sagt och gjort, Tvärnit vid rondellen Kristianstadsvägen och sedan sade vi åt polacken att invänta taxi som beställdes via raxen.
Vi drog ut mot Rynge. När vi närmade oss så syntes fortfarande ingen olycka. Var det en bluffringning? Men icke, E 65 har en svacka just öster om Rynge och när vi kom till krönet så såg vi två bilar på södra körfältet som hade frontalkrockat. Det fanns ingen mittvajer på vägen så vi styrde över och ställde bilen för att blockera och varna. I fjärran hördes ambulanser ifrån Ystad. Nu ryser jag till av vad som kommer härnäst.
Det rådde en absolut tystnad över platsen. Solen sken från en blå himmel. Lukten var inte som vanligt. Det luktade slakthus, såsom när man slaktade grisar i min ungdom. Avtappat blod som runnit ut över asfalten. Dessa lukter blandades med lukten från varm motorolja. I varje bil hade det färdats fyra personer. Totalt alltså åtta personer. Gamla gråhåriga, sköra kroppar. De hade spruckit och fått ben krossade på massor av ställen. Sju var avlidna. Först räknade vi till sju inblandade men sedan såg vi att det fanns två personer som satt ovanpå varandra vid ratten på den ena bilen.
De hade kommit från vars ett håll. Den som var på väg mot Malmö blev upphunnen av en dansk Gråhundbuss och körde snällt ut på den rätt rymliga vägrenen, När bussen passerade så fick suget från denna den omkörda bilen att tryckas ännu lite längre ut och han kom ut lite utanför asfaltkanten. Han blev rädd och tog ett rejält tag i ratten för att styra upp igen och följden blev att han kom brant över på motsatta sidan och där kom en bil på väg mot Ystad. Exakt på denna punkt träffades de i en kärnträff så att de stod kvar i denna position. Bilarna hade malts itu när kraften togs upp. Ingen snedträff, då de hade studsat ut i åkern, utan bara pang på.
Tillhörigheter låg spridda över hela olyckplatsen men det som var utmärkande var att överst i ena bilens bråte fanns en bukett av röd ljung som låg tillrättalagd ovanpå. Ljung tar inte skockfulla in som bukett. Den för otur med sig.
Vi begärde förstärkning och yttre befäl kom till platsen men han var där en kort stund och körde sedan till sjukhuset för att ta uppgifter om de inblandade. Trafikavdelningen från Malmö stöttade med en patrull och Helikoptern kom och tog översiktsbilder. Vi jobbade i flera timmar.
Efter att vi var klara så körde vi in till stationen. Där möttes vi av flera kollegor och bland dem en som frågade hur det var? Det måste ha varit fruktansvärt att hantera? Då brast det lite för mig och en snyftning hördes. Någon form av debriefing fanns inte på den tiden. Bara att köra hem kl 16.00 och sova inför nattpasset som började vid midnatt. Det var inte lätt att somna den gången.
Jag hade en tvåårig son och en fyraårig dotter då och jag tror att de fick en extra kram den eftermiddagen.
Denna sabel köpte jag på SIKÖ Auktioner den 20 mars 2023 för 2200 kr plus avgifter på 525 kr. Med detta köp så slöts cirkeln ifrån 1967 när jag blev anställd vid Malmöpolisen och såg dessa sablar ligga i högar i källaren. Dessa sablar hade utgått från beväpningen och hade just samlats in och såldes nu för någon hundralapp stycket. Jag hade vare sig sabelintresse eller överflöd av pengar så det blev inget köp då. De flesta var dessutom lilla åtgångna med bucklor och skav genom ett hårt liv i gatumiljön och t ex blev många sabelbaljor hårt klämda vid transport i patrullbilar. Det var betydligt enklare med en smidig batong.
Den som jag köpte var rätt illa åtgången genom en flödig avvändning av putsmedel som hade torkat in. Det var dock rätt fin i övrigt med en rätt oskadd balja.
Efter lite puts blev den såhär fin.
Jag använde:
En liten Drehmelkopia putsmaskin från Biltema, läderolja, skoputs, en tråd av hampa som användes på svåråtkomliga ställen. Trasor. En segelgarnsnål som var svängd i en halvcirkel för att peta bort stelnat putsmedel från rockaskinnet på kaveln
En tidigare kollega från Malmöpolisen sålde en portopé och en gammal polisbricka till mig och vips så blev väggprydnaden komplett. Stor tacksamhet till kollegan.
Bilden ovan är en förstoring av mönstret på kaveln. Det är små snäckliknande knappar och på ovandelen av bilden ser man hur putsmedlet hade beckat in. Nyligen inköpt och icke rengjord så var kaveln nästan helt ljusgrön. Tidsödande och pilligt jobb. Jag löste upp mycket med läderoljan.
Bakgrund.
När jag började vid Malmöpolisen 1 april 1967 så var det som hästskötare vid Rytteriet. Efter tre månader så blev jag omplacerad till Cykelavdelningen på Davidshallstorg. Jag hade besvarat en annons i SDS om ” Hästintresserad yngling sökes” och fått jobbet. Jag hade vördsamt gått in genom de tunga portarna och tog trapporna upp till fjärde våningen där personalchefen Per-Axel Bengtsson huserade. Efter en kort intervju så fick jag jobbet.
Knut Nordholm sabelfäktare och polis i Malmö var den som höll i sabelförsäljningen. Han var chef för Hittegodsavdelningen som huserade i källaren på byggnaden som fanns utmed Davidshallstorg. Sablar utgick ur beväpningen 1965 i samband att Polisen förstatligades och nu som sagt två år senare samlades alla in.
http://runeberg.org/sportlex/7/0649.html
”Knut Nordholm…vad vi vet om honom”
”Han erövrade 10 svenska mästerskap och mötte kronprins Gustav Adolf i en sabelfäktningsfinal. Slutligen deltog Knut i Berlinolympiaden som aktiv och fick 1946 rundturens guldmedalj. Knut tjänstgjorde på Säkerhetspolisen under kriget och var hårt engagerad i hjälpverksamheten i samarbete med tullare, motståndsrörelsen och en studentorganisation.”
”Knut jobbade mycket med kollegan Knut Nilsson De var vid ett tillfälle över i det ockuperade Köpenhamn för att hämta en större summa pengar, som förvarades i en köksugn. Gestapo stormade in i lägenheten genom huvudingången medan Knut och Knut slank ut genom köksingången med pengarna. Senare har det konstaterats att Gestapo hade upprättat en dossier på Knut m fl.”
”Bos mor berättade att Signe hade en mindre ledningscentral där med många telefonsamtal och hemliga meddelande då inte Knut var hemma. Sommaren 1943 var det nära att tyskarna skulle ockupera Sverige. Knut hade hög beredskap med packad väska och kunde försvinna snabbt,om tysken kom, eftersom han hade en dödsdom hängande över sig.”
”När freden utbrutit blev Knut ihågkommen och fick kung Christian X:s frihetsmedalj och Röda korsets medalj för sina insatser. I Israel står ett planterat träd med Knuts namn, som hedersbetygelse för hans hjälpande insatser för de judiska flyktingarna under kriget.”
”1950 utredde landsfogden Alf Eliasson mordet på Jane Horney (hette hon verkligen så?) Knut hade berättat för sin Signe att det var en dansk student som dödat henne.”
Källa, Skånepolisen Sport & Fritid nummer 4 år 2013 sidorna 10 och 11:
Jag var utan jobb och tog vad som erbjöds. Det var det hela. Speciellt hästintresserad var jag inte. Jag kunde inte rida och hade mest varit i kontakt med stora ardennerhästar på 50-talet.
På Rytteriet hade de ett stort problem. Rekryteringen av nya ryttare gick på tjänsteår. Detta innebar att man inte fick spänstiga poliser som gick att skola in som bra ryttare. Problemet vra ett de allt oftare hade en liten eller större extravikt som man lagt på sig med åldern och dåliga matvanor. Detta i sin tur innebar att hästarna inte kunde bära dessa klossar under långa pass. Man satt i sönder hästarnas ryggar. För att råda bot på detta så kom någon ansvarig på en snilleblixt , Häggström var chef och den legendariske Jonte Sterup var bitr chef men det kan ha kommit ifrån en annan ryttare. Många offensiva poliser fanns då på rytteriet.
Jo åter till förslaget, man skulle anställa en yngling med god fysik som fick gå som hästskötare och rida lite mellan varven
Sedan skickas denne för värnplikttjänsgöring till K1 i Stockholm ( Kavalleriet)
Därefter så kommer denne in på Polisskolan och
Sedan som får han ( det fanns inga kvinnor på Rytteriet vid den tiden) glida in i smörfil till Polisens Rytteri och man får en smärt 20 årig ryttare som kan bli en ren medicin för trötta hästryggar.
Jag var den förste att bli anställd enligt detta koncept.
Jag var 197 cm lång och vägde runt 90 kilo. Vi hade en rullebör som vi gödslade ut med på morgnarna. Eftersom gödselhögen låg på motsatta gaveln så belastade vi denna bör med maxlast så att man inte kunde se över lasset. Det var tungt men det gick och vi satte en sport i att lasta på så mycket som det gick för att få så få turer som möjligt. Malmö Civila Ryttarförening hade sina hästar uppställda i resten av stallet och vägen till gödselstacken kantades på båda sidor av deras hästar. En del var nervösa ponnyer och när dessa såg att det kom en slagskugga ifrån vår överlastade rullebör bakom dem så blev de rädda och sparkade bakut. Det small till i rullebören och ibland så kunde man inte hålla kursen så hela lasset föll. Det var ett drygt jobb att lasta om och man fick gå flera gånger för att få undan den ursprungliga fint lastade bören.
Efter ett par månader såg poliserna hur jag växte påtagligt av det hårda jobbet. Jag kom att bli lika tung genom muskeluppbyggnad såsom de småfeta ryttare som nyanställdes förut. Sagt och gjort. Jag kallades in och man sade ”Du blir för stor så vi kan inte ha dig här men vi har en tjänst på Cykelavdelningen som du kan flytta till” Inte förhandlingsbart. Jag flyttade in till Cykeldetaljen som fanns inne på gården på den norra sidan omedelbart bortom portvakten.
Det kunde ha varit ett sådant skick på sabeln. Från en annons nyligen